Hello people, today I’m going to share a fantastic guide on the Injection molding process, and I’ll try t cover all the important aspects related to the popular manufacturing technique.
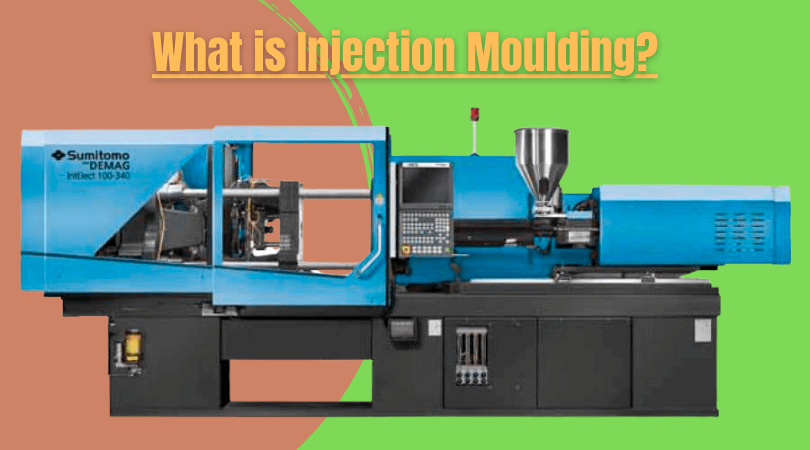
What is Injection Molding?
Injection Molding works with molten fluid created by heating the plastic granules above their melting point. By heating the solid material, it is converted into a fluid state with a low resistance to flow.
The material is poured into a mold, which shapes the size and looks of the article. The material is kept poured into the mold for some time to make it cool. Once the material cools down, it is injected into the heating chamber, and finally, the article is ejected.
Traditional injection molding is usually required for large-scale industrial manufacturing. We will give you detailed knowledge about the Injection molding process, definition, construction, and advantages.
Definition – Injection Molding –
Plastic injection molding is a manufacturing process to produce goods by injecting molten material into a mold. It can make numerous products like wire goods, automobile components, containers, safety gears, etc.
Injection Molding Construction –
Below are the parts of an injection molding machine.
- Clamp
- Crossheads
- Ejector
- Nozzle
- Injection Unit
- Barrel
- Heater
- Backflow Cylinder
Interesting Read – What is Blow Molding? | Guide to Blow Molding Process | Blow Molding Advantages | Blow Molding Disadvantages
Now, let’s have a detailed discussion on each part of the Injection molding machine.
1. Clamp –

Every plastic injection molding machine has two types of clamping units – 1) the Hydraulic type, 2) the Toggle type. The clamping unit aims to hold pressure created inside the machine and resist the forces and tension.
After the mold cools down, the mold is opened by the clamping motor, and the ejector system, which is attached to the rear half of the mold, activates and pushes the article out of the open cavity.
The mold’s internal pressure is standard, which is 350-500kg/cm2. And for the clamping force (F), there is a separate equation – F(ton)=(0.35~0.50) × S ( S stands for the projected area .)
2. Crossheads –

The clamping mechanism within the injection molding machine has an associated toggle link; in a way, both are connected. A Toggle link is essential as a moving device for crosshead. To keep the crosshead moving, the ball spline shaft is constructed parallel to a ball screw.
Additionally, a ball spline nut present in the crosshead attached with the ball spline shaft helps control it.
3 Ejector Mechanism –
Once the process is over, the rod in the machine will push out the ejector plate. The ejector plate will be dragged towards the right. The ejector guide pin will help in constraining the motion.
Ejector pins play a crucial role in pushing the article out of the mold as they are clamped between two ejector plates. Once the product is ejected, the rod in the machine will move back.
4. Nozzle –

A nozzle is a tricky part of the entire process and needs to be well structured for no stagnation whatsoever. There are mainly three types of nozzles that are highly used in the precision industry – 1. Needle Shut Nozzle, 2. Torpedo Nozzle, 3. Open Nozzle. All of them have excellent resin stagnation control fueling their usage.
The best of all nozzles is the open nozzle, as its ability to adjust the temperature at two different places of the tip and bottom makes it quite handy. Stringiness and drooling are also relatively easy for the nozzle.
#5 Injection Unit –
The injection unit is a significant and often overlooked part of the injection molding process. It helps in streamlining a lot of details in the process.
Specifically, unevenness in the shape of molding shots, improving the mold’s appearance, improving the function of warpage, sink marks, and flash.
#6 Barrel –

There are many different barrels, but the two most commonly used barrels are the Integral barrel and Combined Barrel. Like other parts barrel also goes through rough conditions like high pressure, high temperature, and high corrosion.
It is usually made up of glass fiber and is mostly equipped with a heating and cooling system with the head installed.
#7 Heater –
There are many heaters, like band heaters, coil and nozzle heaters, strip heaters, cartridge heaters, etc. As the name suggests, a heater is used to heat and molten the material used for production. The generally used heating temperature is about 370C.
Being cautious during any usage of a heater is advisable. The heater should be disassembled properly after use, mostly when it is stuck with resin.
#8 Back Flow Cylinder –
The primary purpose of the backflow cylinder is to maintain the effects of the injection pressure. It is located at the head of the screw. It is also used to design the flow path for resin.
Fatigue failures that let the backflow cylinder work at its full capacity usually occur because of high viscosity materials. Tons of repeated rotations are often the catalyst.
The problem can severe when screws of small apertures are used. Using screws with wide gaps is advisable.
Fascinating Read – Extrusion Molding Process – Detailed Guide | Applications of Extrusion Molding | Advantages of Extrusion Molding | Disadvantages of Extrusion Molding
Let’s quickly have a look at the Injection Molding working process –
Injection Molding process – Explained.

- First of all, The product is designed, and then the perfect shape and size of the product are carved into the metal mold.
- The mold is inserted into the machine, and then the molten material is poured into the rotating screw that pushes the material into the mold cavity passing through the nozzle.
- The material will flow through the two sidebars and move in a longitudinal direction.
- The moving material, when it comes close enough to the fixed part of the mold, the mold will close itself, and within that, we will get our mold cavity.
- The mold cavity, at this stage, will be identical to the final product. Here, the process is called screw-type injection molding.
- Apart from screw type, piston or plunger type is also widely used.
- The critical difference between the screw type and piston type process is derived from how the molten plastic is being poured into the mold cavity.
- Before the material is poured into the mold cavity, checking that the two halves’ clamping is tightly closed or not is advisable.
- The mold’s clamping is done hydraulically, and one-half of the mold is fixed with the injection unit, and the other is allowed to move within the guideways.
- Half of the mold will make an airtight chamber, allowing the second to close, and inside, we will find our mold cavity.
- Once the mold is entirely closed, we will pour molten material into the mold cavity passing through the piston and nozzle, and finally, reach the mold cavity.
- When the material is correctly injected into the mold cavity, some hold time to circulate the mold cavity with water or air to make it cool. Once the part becomes solid, the ejector pin will extract the article from the machine.
Advantages of Injection Molding –
There are numerous advantages of the Injection molding process. Below are some of them –
- The method is quick and efficient and is the effect for large-scale production.
- With speed, the method comes with high precision. So, manufacturing complicated geometries, design-oriented products becomes easy.
- Low labor cost and wastage.
- Desired color control with minimum time spent.
- Operating and repairing costs are low.
- Metal or plastic inserts can be easily insert molded.
- It provides exceptional quality of consistency. Every part would be identical to each other the way it is supposed to be. That’s a huge plus point when manufacturing in bulk.
- Parts require little or no finishing.
- Good decoration is possible.
- Minimal scrap loss results as runners, gates, and rejects and reground and re-used.
- Close dimensional tolerances can be maintained.
- The material’s inherent properties give many advantages, such as corrosion resistance, strength, clarity, and high strength-weight ratios.
- Parts can be molded in a combination o plastic and such fillers as glass, asbestos, talc, and carbon.
- Same items can be molded in different materials without changing the machine or mold in some cases.
- The process is highly susceptible to automation.
Disadvantages of Injection Molding –
- High setup costs in the early stage.
- Not applicable for small-scale production.
- Intense industry competition often results in low-profit margins.
- Quality is often difficult to determine immediately.
- Susceptibility to poor workmanship.
- Mold costs are very high.
- Lack of knowledge about the fundamentals of the process causes problems.
- Lack of knowledge about the long-term properties of the materials results in long-term failures.
Best Injection Molding Materials –
- Polypropylene (PP)
- Polycarbonate (PC)
- Acrylic
- Polyoxymethylene (POM)
- Polystyrene (PS)
- Acrylonitrile Butadiene Styrene (ABS)
- Polyethylene (PE)
- Thermoplastic Rubber (TPR)
Click here for the detailed guide on best injection molding materials
Injection Molding Defects –
Below are the most common defects found in the injection molding process. These defects often come with remedies that are simple to apply.
- Flow lines
- Sink Marks
- Warping
- Burn Marks
- Weld Lines
- Deformation
- Discoloration
- Short Shots
Click here to read the detailed guide on Injection Molding Defects
Applications of Injection Molding-
From car panels to toys, everything is made up of plastic. Plastic is cheap and durable, so using injection molding has uncountable applications. Injection molding is extensively used to make parts for industries such as:
- Automotive
- Food & Beverages
- Building & Construction
- Medical & Pharmaceuticals
- Windows & Doors
Automotive:
The automotive industry is one of the largest and fastest-growing recipients of injection molded parts. This is because the automotive industry was one of the earliest adopters for injection molded parts, and the transition from metal and steel to plastic has worked wonders for the industry.
After adopting plastics, the automotive industry has seen numerous benefits such as high scalability, cost-effectiveness, repeatability, material availability in abundance, high precision, surface finish, maximum color options, and rapid prototyping.
The common automotive components made for injection molding include:
Under-the-hood – Cylinder head cover and oil pans, etc.
Exterior components – fenders, grillers, bumpers, floor rails, light housing, door panels, splash guards, etc.
Interior Components – interior surfaces dashboard faceplates, door handles, gloves compartment, air vents, etc.
Food & Beverages:
Injection molding is extensively used for manufacturing components for the food & beverage industry. As a result, manufacturing facilities making products made for the food and beverage industry have to comply with food and safety guidelines set by government bodies. These include FDA certification and GMA-safe compliance to ensure clean and hygienic product manufacturing for the consumer’s well-being.
To comply with safety regulations, parts used for food & beverage applications are strictly made from food grade plastic materials, which are generally non-toxic ad BPA-free.
Some prominent applications for food and beverages are:
- Beverage filtering components
- Beverage overcaps
- Processing equipment components
- Conveyer system components
- Food and beverage containers
- Kitchen utensils and tools
Building & Construction:
Injection molding is becoming an integral part of the construction industry. Some attributes owing to that are High material stability, lightweight, high durability, cost-effectiveness compared to metal and wood alternatives, high energy efficiency, material recyclability.
The common products made from injection molding used in the construction industry are:
- Fasteners
- Hand tools
- Large and small accessories
Medical & Pharmaceuticals:
The Medical & pharmaceutical industry has embraced plastic to replace metal to make several medical equipments to improve usability and cost-effectiveness. Replacing plastic with metal for making medical devices have advantages like:
- Reduced part weight
- Supreme design flexibility
- High-quality production
- Quick fulfillment of bulk orders
- Reduced patient risk
- Minimize material waste, leading to decreasing overall cost
Some of the most common products include:
- Diagnostic test kits
- Products for surgical preparation
- X-ray components for dental fields
Windows & Doors:
Thsi is another industry where plastic has plastic has been proven to better alternative to wood and metal. The additional benefits of using plastics are excellent weatherability, outstanding thermal insulation, exceptional corrosion resistance, meager assembly, and time costs.
The most suitable polymers for making windows and doors components are Nylon, Vinyl, Acetal, and polypropylene.
The most common windows and doors components made from plastic are:
- Locks & keepers
- Hole plugs
- Muntin joiners
- Muntin bar clips
- Sash handles
- Tilt latches
- Weep covers
- Vent stops
- Windows handles
- Window roller assembly
- Window stops
- Window screen corners
Fascinating Read – 6 Best Plastic Molding Techniques | A Complete Analysis
The Future of Injection Molding –
According to research conducted by Grand View Research, the global injection molded plastic parts market was valued at USD 265 Billion in 2020 and is expected to grow at 4.6 % CAGR from 2021 to 2028. During the forecast period, the major demand for injection-molded parts is expected to be driven by automotive, packaging, electrical & electronics, home appliances, and medical devices.
There is also growing demand in the construction sector, especially in Asia, Brazil, Russia, Mexico, and South Africa. Excellent heat and pressure resistance of injection molded parts make them applicable to various industries within the construction sector.

Source - Grandwireresearch.com
However, in the short term predicting anything would be difficult, the reason being the ongoing pandemic halting manufacturing and economic activities in many countries. Nevertheless, when writing this piece, vaccines have been rolled out in almost all the major countries, and governments are investing heavily to vaccinate their people rapidly to make things fall back to normal.
Talking about the material being used, Polypropylene is the frontrunner that dominated the injection molded parts market. It accounted for the largest revenue share of 34.2% in 2020, thanks to the increasing consumption of household goods, automotive components, and packaging applications.
Growing polypropylene penetration in the electrical goods and food packaging industries is anticipated to maneuver its growth in the forecast period further.
FAQs –
1. What are the different types of injection molding methods?
Ans. There are four different types of injection molding methods apart from the original thermoplastic injection molding, and those are:
- Insert Molding
- Over Molding
- Hot Runner Molding
- Cold Runner Molding
2. Which country produces the most injection molding machines?
Ans. China is the largest manufactures and consumer of injection molding machines. Ningbo city is the largest injection molding machine production and sales hub in China, accounting for almost 60% of the country’s total sales and nearly 50% of the country’s total exports in 2016.
3. Why injection molds are so expensive?
Ans. Many factors affect the cost of an injection mold. However, the overall costing of injection is always relatively high because the material used for making the mold is high. Other major factors responsible for the cost of the mold are the size and intricacy of the part, the material used, and the number of parts being produced.
4. Is 3D printing cheaper than injection molding?
Ans. The injection molding process is designed to produce in bulk. Injection molding will become cheaper for you if you manufacture more than 100 units. Although, the cost of making parts in 3D printing, regardless of the production number, remains unchanged. In injection molding, the cost of producing is significantly low if you are manufacturing in large numbers.
5. Which is the strongest injection molded plastic?
Ans. Polycarbonate is the strongest injection molding plastic in terms of tensile strength, impact resistance, and shatter resistance.
Suggested Read –
- What is Rotational Molding | Rotational Molding Process | Advantages & Disadvantages | Best Material for Rotational Molding
- Compression Molding Process – A Detailed Guide | Thermosets Composite Compression Molding | Types of Compression Molding | Molds Used for Compression Molding | Advantages | Disadvantages | Applications
- What is PVC Fittings? | What is PVC Connection? | The Definitive Guide
- Plastic Abbreviations and Their Salient Features | The Ultimate Guide
- What is Insert Molding? | Insert Molding Vs. Overmolding | Types of Inserts | Insert Molding Materials
- What is Overmolding? | Versiltality of Overmolding | Advantages of Overmolding | Disadvantages of Overmolding
Final Thoughts –
In the above article, I have done my best to share my knowledge about injection molding. Furthermore, I have done my best to keep the piece as brief as possible. Injection molding is the go-to manufacturing method when you want to manufacture in large volumes. It’s capable of not just producing components with intricate designs, but also with great speed.
To find great success with injection molding away focus on perfect execution and you will find wonderful results.
Feel free to comment on your reviews in the comment box.
Have a wonderful day.
Quick Navigation
Comments are closed.